













弯管检验方法
1 检验方法
1.1 检验条件
采用加热弯曲的弯管,应在弯管冷却到室温后方可检验;弯后需进行热处理的,应以热处理后的检验结果进行最终判定。
1.2 外观检查
采用目测或借助放大镜、照明工具对弯管表面进行检查。
1.3 无损检测
弯管弯曲部分的受拉侧中心线上下各45º区域应进行磁粉或渗透检测,检测方法按JB 4730—1994第四篇的规定进行。
1.4 壁厚检验
用测厚仪在弯管受拉侧中心线上至少均匀取5点进行检验。
1.5 圆度检验
用外卡尺在弯管弯曲部分至少均匀取5个截面进行检验。
1.6 弯曲角度检验
1.6.1 平面夹角θ可采用放样检查,或通过测量以弯管两端直管段中心线为两边的三角形的三个边长a、b、c(如图4所示),用式(1)及式(2)进行计算:

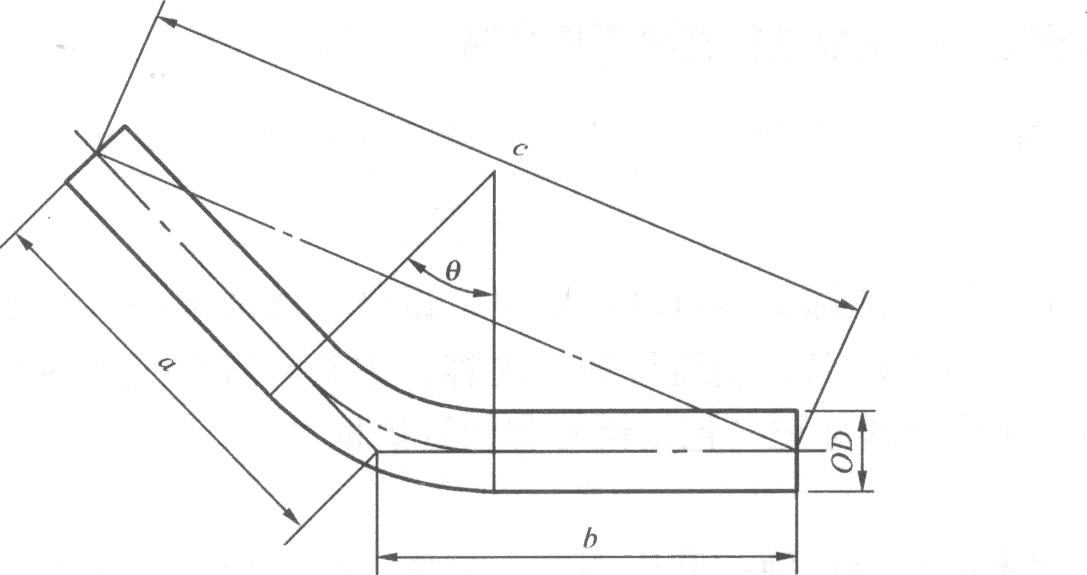
图1 弯曲角度计算示意图
1.6.2 空间夹角通过放样测量。
1.7 弯曲半径检验
采用放样检验弯曲半径。
1.8 波高h和波距A检验
用卡尺和直尺在目测波浪率最大处检验波高h和波距A。
1.9 弯管平面度检验
将弯管放置在平台上,以塞尺、内卡和直尺检验弯管平面度。
1.10 坡口尺寸检验
用游标卡尺、万能角度尺或角度样板尺检验坡口尺寸。
1.11 结构尺寸检验
用长度尺检验结构尺寸L(如图1所示)。
1.12 硬度检验
按照GB/T 231.1或GB/T 17394用硬度计分别在弯曲部分的受拉侧和中性侧各检验3~5点,每点取5个读数的平均值作为该测点的硬度。
1.13 金相组织检验
用复型金相法(按照DL/T652的规定)或大工件金相仪在弯曲部分中性侧检验金相组织。




